von Vinzenz Hörmann
Am Standort Lüdenscheid fertigt das Traditionsunternehmen Phoenix Feinbau GmbH & Co. KG mit 700 Mitarbeitern eine Vielzahl an metallischen Stanz-, Stanzbiege- sowie Kunststoffteilen für elektrotechnische Komponenten. Die Produktgruppen für den Überspannungsschutz stellt Phoenix seit rund 15 Jahren her. Im Rahmen eines Rationalisierungsprojektes wollte man weg von der bisherigen Handmontage und hin zu einer einheitlichen, automatisierten Fertigungslösung. Dazu haben die Experten bei Phoenix die gesamte Wertschöpfungskette neu überdacht, alle einzelnen Prozessschritte analysiert sowie ein Redesign der Produktgruppen vorgenommen.
Genau kalkulierte Investition
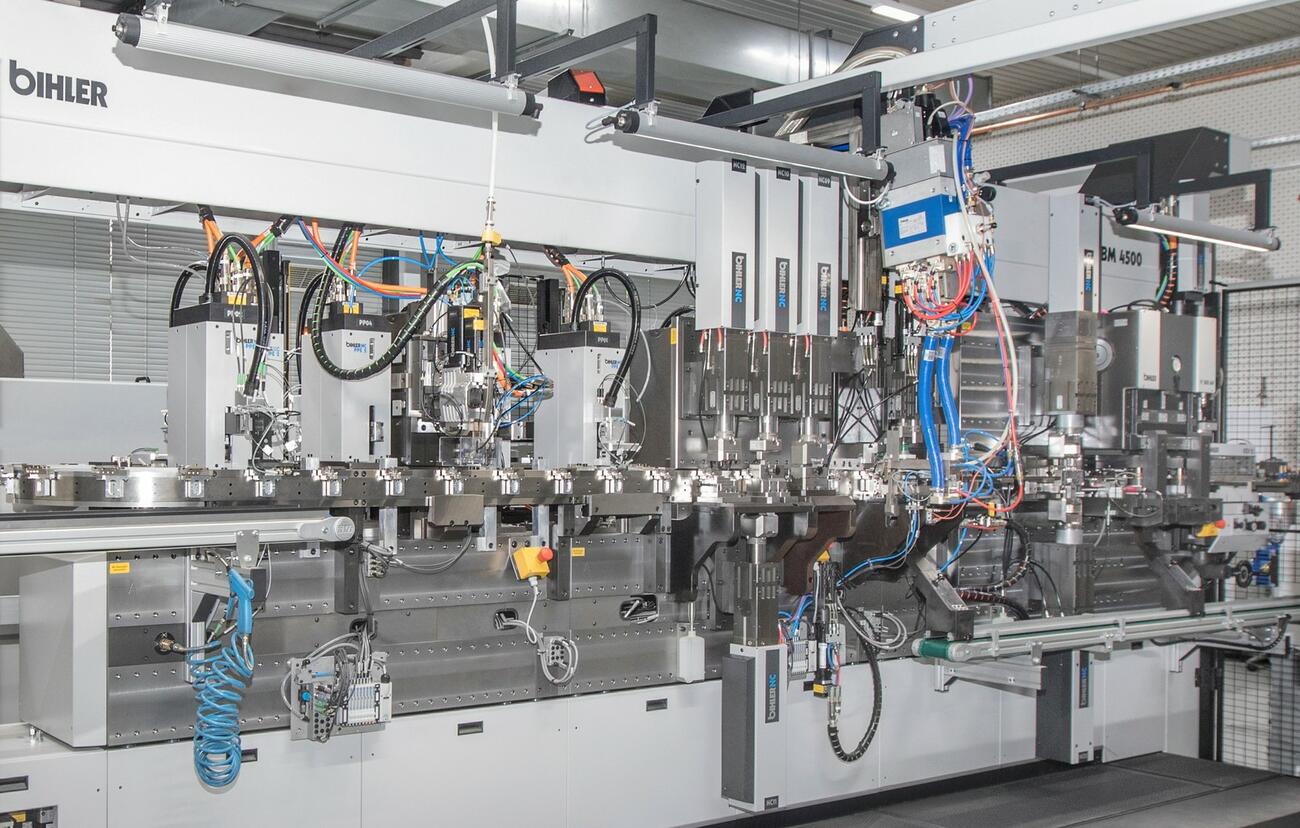
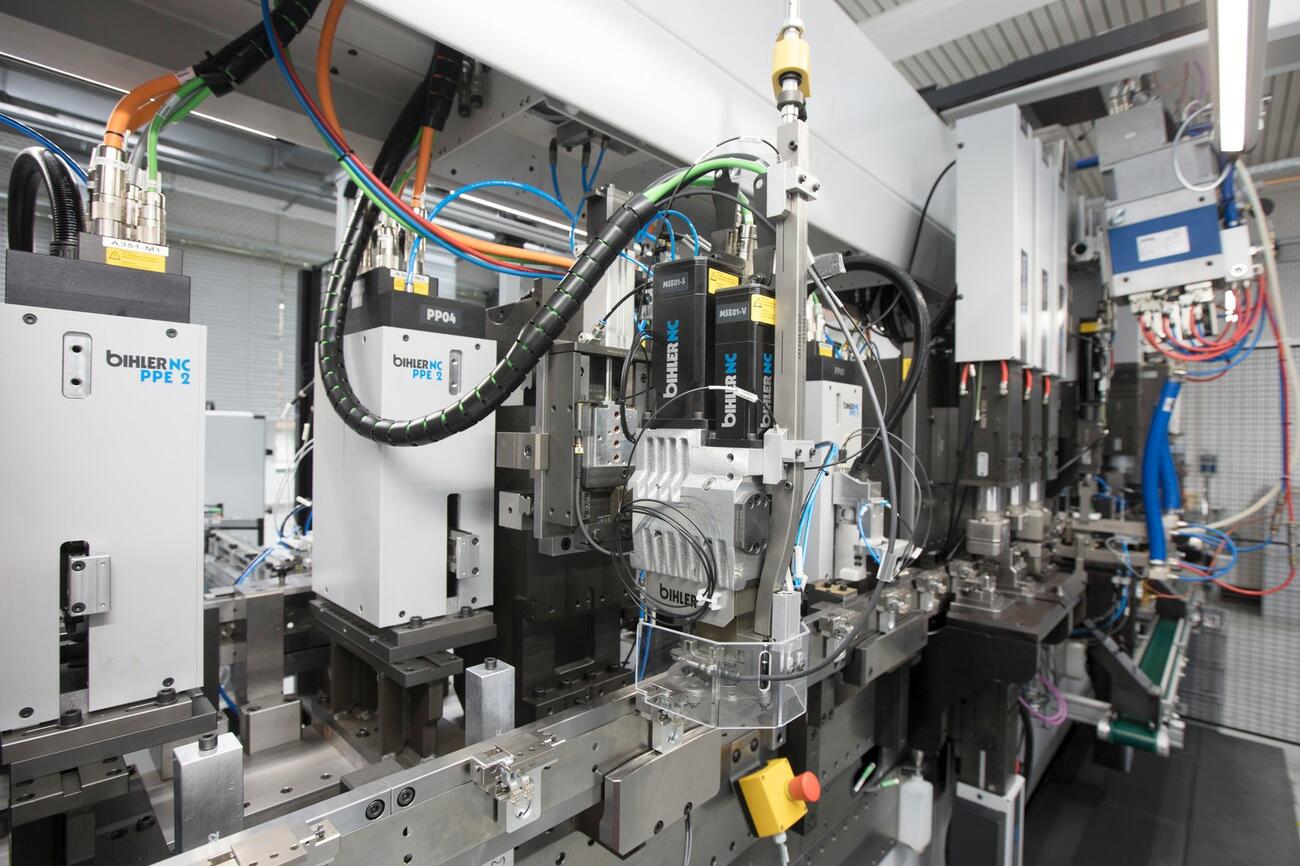
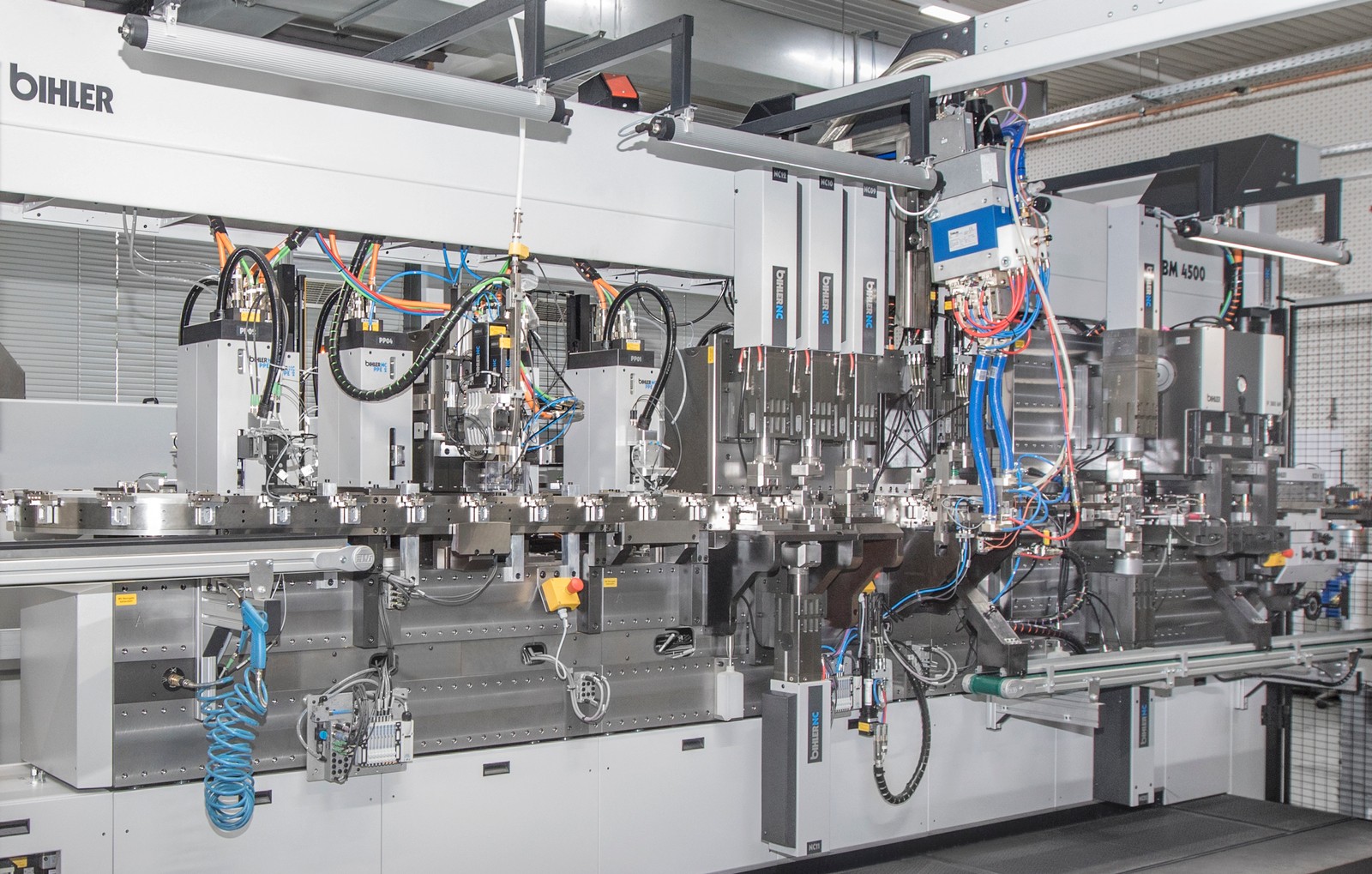
Dass bei der Fertigungsumstellung der Überspannungsschutz-Bauteile die Wahl auf die Bihler-Technologie fiel, war naheliegend: Seit Jahrzehnten überzeugen Bihler-Anlagen vor Ort durch ihre Leistungsstärke und Verlässlichkeit. „Für dieses Projekt war dann das Servo-Produktions- und Montagesystem Bimeric die perfekte Maschine“, sagt Bernd Haußmann, Leiter Technischer Verkauf bei Bihler. „Mit dem modularen Bimeric-Prinzip lassen sich viele Prozessschritte gut zugänglich auf einer Basisplattform kombinieren und der gesamte Fertigungsablauf deutlich straffen.“
Das war die Voraussetzung, um die Wertschöpfung bei Phoenix zu konzentrieren und letztlich die größten Einsparungen zu erzielen. „Als Phoenix mit dem Endkunden dessen Bereitschaft zur Prozessänderung positiv abgeklärte, liefen parallel dazu bereits die ersten Gespräche mit unserem Haus“, betont Bernd Haußmann. „Dabei wurde ermittelt, welche Leistung die neue Servoanlage bietet, wie hoch der Werkzeug-invest ausfallen wird und welche Kosteneinsparungen ein derartiges Großprojekt mit einem Umfang von mehr als einer Million Euro letztlich bringt.“ Die Tatsache, dass es sich bei den Baugruppen um bestehende Produkte mit soliden, planbaren Absatzzahlen handelte, minimierte das Gesamtrisiko.
Fertigungskonzept neu definiert
Im Anschluss erfolgten dann detaillierte Planungen zum Prozessablauf. Diese unterstützte Bihler mit jeder Menge Experten-Know-how in individuellen Beratungen in den Bereichen Konstruktion, Programmierung und Schweißen. Denn neben den Aufgaben, den bisherigen Fertigungsablauf auf der Bimeric BM 4500 abzubilden und die dafür benötigten Stationen und Einheiten festzulegen, musste zudem das gesamte Fertigungsprinzip quasi umgekehrt werden. Dadurch ließen sich erhebliche Materialeinsparungen in Form von Schrauben und Kastenklemmen realisieren. Weitere Herausforderungen lagen darin, die angestrebte Taktzahl von 60 Prozessen pro Minute zu gewährleisten und das Umrüsten von einer Baugruppe auf eine andere innerhalb von weniger als 90 Minuten sicherzustellen.
Maßgeschneiderte Beratungen
Um all diese Anforderungen zu lösen, kamen die Experten des Bihler-Consulting-Teams zum Einsatz. Peter Thieme, Consulting-Leiter bei Bihler berichtet: „Im Rahmen der ersten Beratung „Entwicklung Fertigungsprozess“ legten wir mit dem Kunden zuerst die Bauteile hinsichtlich Geometrie und Material optimal aus. Danach entwickelten wir gemeinsam ein Fertigungskonzept und setzten dieses in einer effizienten Werkzeuglösung um.“
In der zweiten Beratung „Programmierung Steuerung“ erstellten die Bihler-Spezialisten mit Phoenix die komplette Programmierung der Bimeric BM 4500. „Dabei bestimmten die Mitarbeiter von Phoenix die Funktionalitäten mit“, so Peter Thieme. „Durch die erlernten Programmierkenntnisse können sie zukünftig weitere Varianten der Baugruppenfamilien selbst umsetzen, Änderungen vornehmen und ihre Produktivität weiter steigern.“ Im Zuge der dritten Beratung „Einstellung Schweißprozess“ unterstützte das Consulting-Team die Phoenix-Mitarbeiter dahingehend, dass sie ihre Schweißaufgabe jetzt perfekt durchführen und mit dem vermittelten Wissen zukünftig weitere Schweißapplikationen eigenständig realisieren können. In enger Zusammenarbeit definierte man so eine durchgängige, verlässliche und leistungsstarke Fertigungslösung auf der Bimeric BM 4500, die alle Anforderungen erfüllte. Auch für entscheidende Schnittstellen, wie etwa das Stanzen der Kontaktbrücke und deren Zuführung in das Schweißwerkzeug, fand man gemeinsam perfekte Lösungen.
Hochpräziser Produktionsprozess
Der komplette Produktionsprozess der beiden Produktfamilien mit ihren jeweils vier Varianten gestaltet sich jetzt wie folgt: Zuerst werden die Montageteile auf den Teileträger zugeführt. Dazu zählen Schrauben, Kastenklemmen sowie je nach Modell ein Druckstück oder ein Anschlusswinkel. Der so bestückte Teileträger fährt anschließend auf dem Transportband auf die andere Seite der Anlage, wo die „Tulpe“ genannte Kontaktbrücke gestanzt und gebogen wird. Diese wird in Folge der Schweißzange zugeführt und mit dem Druckstück respektive Anschlusswinkel verschweißt.
Danach erfolgen im Toleranzbereich von einem Zehntelmillimeter das Herunterprägen der Tulpe und die Kalibrierung ihres Schenkelspalts, um die korrekte Funktion als kontaktführendes Bauteil sicherzustellen. Im nächsten Schritt wird noch die Schraube in die Kastenklemme eingedreht, bevor das Bauteil ausgeschleust wird und fertigfallend auf ein finales Förderband gelangt. Auf diese Weise werden pro Jahr rund eine Million dieser komplexen Bauteile hergestellt, die Anlagen der Stromversorgung, der Informationstechnik, aber auch Windkraft- und Photovoltaikanlagen vor Überspannung schützen.
Mehrwert für die Zukunft
Im September 2017 startete die Produktion. Bislang hat sich die neue Anlage bestens bewährt und läuft störungsfrei. Und wenn doch einmal Anpassungen anstehen, erledigt diese ein Mechatroniker von Phoenix innerhalb weniger Minuten dank der bei Bihler absolvierten Programmierschulung. Damit ist das Projekt, das auch exakt im vorgegebenen Kosten- und Zeitrahmen blieb, ein großer, vor allem wirtschaftlicher Erfolg: Die Wertschöpfungskette ist kürzer, die Wiederbeschaffungs- und Reaktionszeiten sind geringer und die Bauteilqualität hat sich erhöht. Außerdem ist die Fertigung an sich jetzt viel einfacher, der Lager-, Logistik- und Kommunikationsaufwand wurde minimiert und nicht zuletzt spart Phoenix rund ein Drittel an Material. Daneben lassen sich mit der Bimeric BM 4500 nun auch Optimierungspotenziale an anderen Bestandsprodukten erschließen. Mit der Einführung der Bihler-Servotechnik hat Phoenix einen Technologiesprung vollzogen, mit dem man sich auch in Zukunft konsequent weiterentwickeln kann. Das sichert Phoenix weiterhin seinen Wettbewerbsvorsprung und hält die Produktion in Deutschland.