Die Fertigungshallen bei MKN Maschinenfabrik Kurt Neubauer in Wolfenbüttel sind auffallend sauber, die Böden blitzblank und auf den Maschinen keine Spuren von Öl oder Staub. Mag sein, dass es mit den Ausstattungen für Profiküchen zusammenhängt, die dort gefertigt werden. Jedenfalls sieht die Salvagnini-Stanz-Laser-Biegelinie SL4+P4 am Ende einer der Hallen aus wie neu, obwohl sie bereits seit März 2015 produktiv ist.
Modernes, schlankes Fertigungskonzept
„Dass unsere Kunden bei einer Besichtigung den Eindruck haben, dass ihre Premium Profikochtechnik auch in einer Premiumfertigung gebaut wird, ist nur ein Aspekt“, sagt Dr. Christian König, Werkleiter und Prokurist bei MKN. Die Sauberkeit ist Teil eines modernen Fertigungskonzepts, das sich an den Lean-Prinzipen orientiert. In diesem Konzept spielt die flexible Fertigungslinie von Salvagnini eine wichtige Rolle. Die bisher größte Investition in der Firmengeschichte war auch eine strategische Entscheidung.
Küchen von Profis für Profis
MKN baut thermische Profiküchenausstattungen und zählt in diesem Gebiet zu den führenden Anbietern weltweit. Ob im höchsten Restaurant der Welt im Burj Khalifa Dubai, im Opernhaus Sydney, an den Flughäfen Frankfurt und Heathrow oder auf der Queen Mary II - überall wo es um professionelle Speisenzubereitung geht, ist MKN weltweit zu finden. Universitätsmensa, Sternerestaurant, exklusives Hotel, Krankenhausküche oder Imbiss: MKN bietet Premium Profikochtechnik für alle Bereiche. Dabei hat der Gründer Kurt Neubauer 1946 mit dem Service von Agrarmaschinen begonnen und erst in den 1980er Jahren die Küchenausstattung als Geschäftsfeld entdeckt, zunächst nur mit Imbiss- und Grillausstattungen.
Ein Familienunternehmen wird international
Aus der Maschinenfabrik MKN ist in den letzten zehn Jahren ein Industrieunternehmen mit mehr als 500 Mitarbeitern geworden. Das Familienunternehmen hat sich unter dem aktuellen Geschäftsführer Georg Weber international aufgestellt und in vielen Punkten erneuert. Der einzige Produktionsstandort in Wolfenbüttel wurde durch hohe Investitionen im zweistelligen Millionenbereich auf 80.000 m² Fertigungsfläche ausgebaut. Noch nie hat sich das Unternehmen so nachhaltig verändert wie momentan. MKN befindet sich derzeit in der größten Veränderungsphase der Unternehmensgeschichte.
Die Kunst, Premiumprodukte zu fertigen
„Wir liefern Premiumprodukte ausschließlich für Profiküchen“, sagt Dr. Christian König. „Die Kunden erwarten, dass die Produkte robust, langlebig und funktional sind, und sich nicht zuletzt durch innovative Features und Qualität auszeichnen.“ Qualität – Qualität - das heißt, dass hochwertiger Chromnickelstahl als Hauptwerkstoff eingesetzt wird und eine exakte Verarbeitung nach definierten Standards erfolgt. Geringe Spaltmaße sind Pflicht und auf die Anmutung der Edelstahloberfläche wird extrem hoher Wert gelegt. Drei Jahre zusätzliche Ausbildung dauere es, bis die Mitarbeiter das perfekte Schleifen der Oberflächen beherrschen, betont Dr. Christian König. Schon daraus ergibt sich, dass MKN zur Sicherstellung dieser Qualität mit einer ausgeprägten Fertigungstiefe alle Kernkomponenten selbst fertigt, und dazu zählen insbesondere Blechkomponenten.
Das Programm von MKN umfasst das Herz der Profiküche, nämlich die gesamte thermische Kochtechnik. Dazu zählen moderne Multifunktionslösungen wie die MKN Kombidämpfer und die Innovationslinie FlexiChef sowie traditionelle, modulare Seriengeräte oder maßgeschneiderte Herdanlagen der Premiumklasse. „Als Premiumhersteller zählt es zu unserer Kernkompetenz, dass wir auf Sonderwünsche eingehen und Kunden spezifische Anforderungen realisieren können“, ergänzt Dr. Christian König.
Schlanke Fertigung und selbstregelnde Kreisläufe
Insgesamt bedeutet dies eine Fertigung von Klein- und Kleinstserien mit hoher Varianz in einer Kombination aus individuellen und Serienbauteilen. „Unsere Produktion hat sich in den letzten fünf Jahren ganz signifikant verändert“, erklärt Dr. Christian König. „Wir kommen von den Prinzipien her aus der Manufaktur und haben uns in Richtung eines modernen Industrieunternehmens entwickelt.“
Viele klassische Abläufe wurden abgebaut und durch eine moderne Organisation ersetzt. In der Logistik wurden Kanban-Prozesse und Routenzüge nach den Prinzipien des „Lean Manufacturing“ organisiert. Sukzessive wurde dieser Modernisierungsprozess von der Endmontage - entgegen dem Wertstrom - in Richtung Vorfertigung und damit zum Blechzuschnitt und der Biegebearbeitung vorangetrieben.
Die Salvagnini-"Lean Machine" im Einsatz
Seit rund drei Jahren wird dort die Stanz-Laser-Biegelinie SL4+P4 von Salvagnini mit integrierter Entgratmaschine eingesetzt. Einige Bauteile der teils seit 25 Jahren bewährten MKN-Produktlinien müssen allerdings weiterhin auf einer der vier Abkantpressen produziert werden.
Gefertigt wird ohne Lager und der Materialfluss ist in selbstregelnden Kreisläufen organisiert. In der Endmontage liegen immer kleine Mengen benötigter Bauteile, beispielsweise Seitenwände, vor. Wird eine Grenzmenge unterschritten, fordert der Bediener diese Seitenwände direkt an der Salvagnini-Linie an, und zwar wiederum nur in kleinen Mengen. „Mit dem internen Auftrag lädt der Bediener das entsprechende Produktprogramm an der Salvagnini und zwei Stunden später stehen die Seitenwände an der Endmontage wieder bereit“, beschreibt der Werkleiter das Prozedere. „Damit wird nichts produziert, was zuvor nicht verbraucht wurde.“
Das setzt aber voraus, dass die zentrale Stanz-Laser-Biegelinie zuverlässig verfügbar ist und alle Teile in gleichbleibender Qualität bereitstellt.
Eine Anlage für den kompletten Prozess
„Das heißt aber auch“, sagt Dr. Christian König, „dass eine hochkomplexe Fertigungslinie, bei der immer wieder etwas in die Hand genommen werden muss, für uns nicht akzeptabel ist. Schon aus Gründen der Wirtschaftlichkeit brauchen wir eine Anlage, bei der vorne das Blech aufgelegt wird und hinten das fertige Teil entnommen werden kann.“ Dazu müssen die Stanz-Biegeteile passend zur Anlage konstruiert sein, weshalb König von Anfang an die Konstrukteure in das Projektteam eingebunden hat. Der Entscheidung gingen intensive Recherchen zum Vergleich der auf dem Markt verfügbaren Systeme voraus. Gerade die Konstrukteure hätten dabei festgestellt, dass die Salvagnini-Technik für ihre Bauteile neue Gestaltungsmöglichkeiten eröffnet.
„Die Fertigungsphilosophie von Salvagnini hat dabei am besten zu uns gepasst“, erläutert König. „Wir haben uns aus den Modulen und Features, die Salvagnini anbietet, sozusagen den Maßanzug konfiguriert.“ Zum Start war die Anlage umfangreicher konfiguriert als notwendig, aber man wollte vorbereitet sein auf zukünftige Anforderungen. Das Projekt wurde zügig abgewickelt: Nach den ersten Kontakten zu Salvagnini im September 2013 ging die komplette Anlage bereits im März 2015 in Wolfenbüttel in Betrieb.
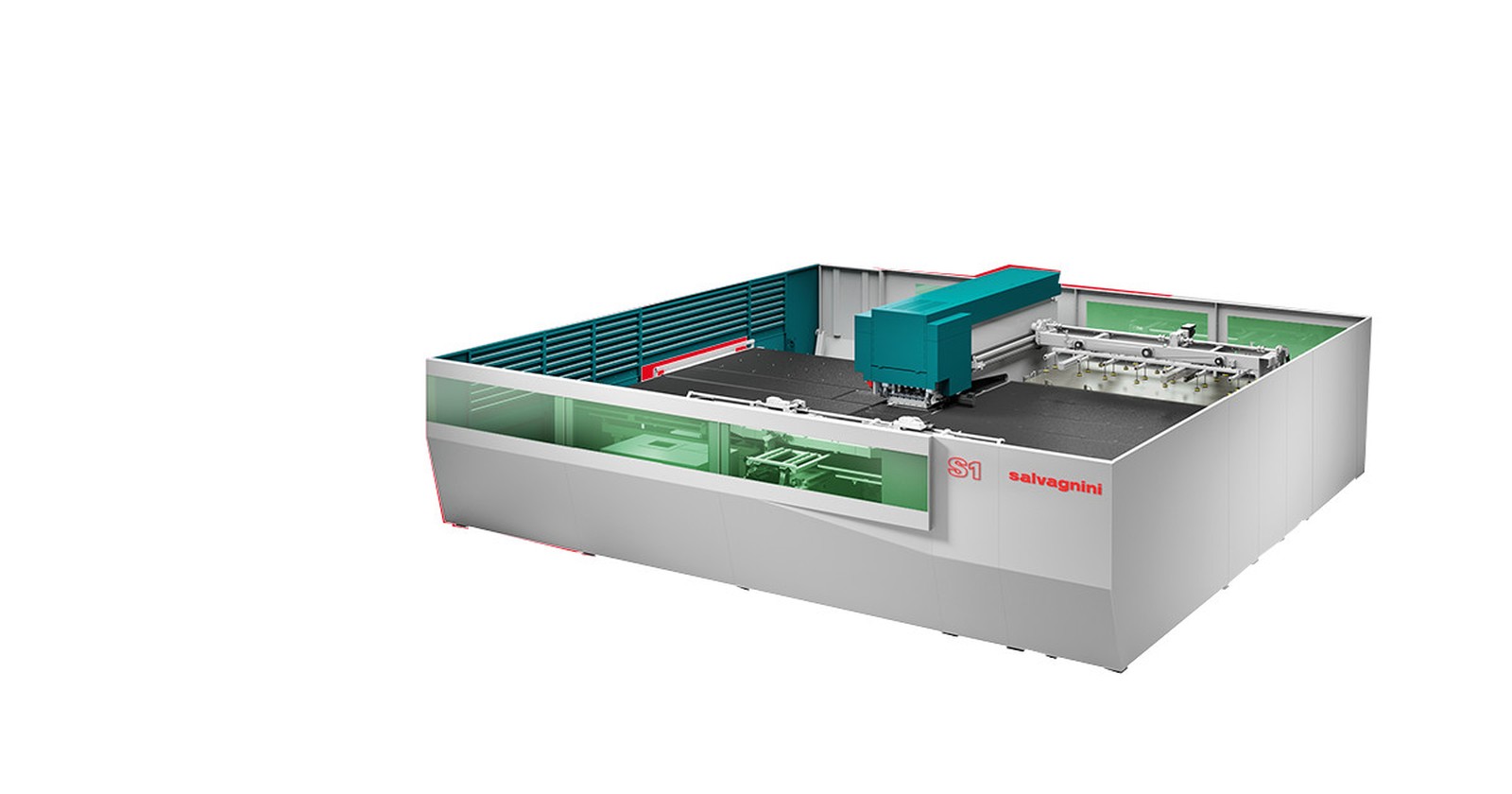
Rund 45 m lang ist die Anlage, gemessen vom Lagerturm über die Stanz-Laser-Kombimaschine, die Wendestation, die integrierte Entgratmaschine sowie den kartesischen Manipulator bis hin zum Biegezentrum P4 samt Entnahmestation. Und in allen Komponenten inklusive Steuerung ist die Anlage auf Einzelfertigung und auf Serienfertigung vorbereitet.
Die Stanz-Laser-Biegelinie
Auf den Lagerturm mit Vereinzelungsstation, der mit 15 Fächern à 3 t viel Platz auch für Sonderformate bietet, folgt die Stanz-Laser-Kombimaschine SL4. „Wir haben uns für die Stanz-Laser-Kombimaschine entschieden, weil uns Flexibilität wichtiger ist als Zykluszeit. Eine Stanz-Scheren-Kombination wäre schneller, aber mit dem Laser sind wir flexibel und können sehr schnell individuelle Teile schneiden.“ Stanz- und Laserschneidkopf sind nebeneinander ortsfest montiert; beim Schneiden wird das Blech unter dem Schneidkopf bewegt. Beim letzten Trennschnitt allerdings kann sich der Laserschneidkopf auf einer Zusatzachse 500 mm in Y-Richtung über das stehende Blech bewegen. So verhindert man ein Wegrutschen des freigeschnittenen Teils. Die Stanz-Laser-Kombimaschine arbeitet restgitterfrei. Und auch der Salvagnini-Multipress-Stanzkopf mit den in einem Raster angeordneten Stanzwerkzeugen, die immer direkt hydraulisch angesprochen werden und rüstfrei sind, entspreche eher dem Lean-Prinzip als Systeme, bei denen Werkzeuge nachgeladen werden.
Die geschnittenen Teile werden gewendet, so dass die Sichtseite nach dem Biegen nach unten zeigt. Gleichzeitig kommen damit eventuelle Grate nach oben, was die Bearbeitung auf der Timesavers-Entgratmaschine erleichtert. Nach der Entgratmaschine übernimmt der kartesische Portal-Roboter MC das Blech und fungiert als Übergabestation zwischen Schneid- und Biegebereich sowie als Abstapel- und Entstapelstation. An dieser Position können auch Zuschnitte ein- oder ausgeschleust werden.
Zu 100% Gutteile
Das bekannte und bewährte Salvagnini Biegezentrum P4 arbeitet vollautomatisch und rüstzeitfrei. Für 100 Prozent Gutteile sorgt vor allem die Funktion MAC 2.0, mit der während des Produktionsprozesses die tatsächliche Dicke und Festigkeit des aufliegenden Blechs erfasst und entsprechende Biegewinkelkorrekturen ermittelt werden.
„Die gesamte Anlage wird über ein einziges Produktionsprogramm gesteuert. Dabei kommunizieren die Anlagenteile untereinander, indem beispielsweise die Stanz-Laser-Kombimaschine beim Trennschnitt dem Biegezentrum mitteilt, welches Teil als nächstes kommt“, erläutert André Huber, Vertriebsleiter bei Salvagnini. Mit dieser Information beginnt das Biegezentrum mit dem Rüsten der entsprechenden Biegewerkzeuge. Insgesamt fallen so keine rüstzeitbedingten Standzeiten an.
Bis ins Detail durchdachtes Fertigungskonzept
Die Gesamtanlage ist ein komplexes automatisches System, das bei MKN eine noch wichtigere Rolle in der Fertigung einnehmen wird. „In Zukunft werden Blechteile nur noch für die Salvagnini konstruiert“, sagt Dr, Christian König. „Längere Ausfallzeiten können wir uns nicht erlauben.“ Deshalb hält man vergleichsweise viele Ersatzteile in Wolfenbüttel vor. Andererseits setzt man auf Wartung und präventive Instandhaltung. Dafür sind Wartungspläne – teils von MKN um eigene Wartungshinweise und erklärende Fotos ergänzt – in der Steuerung hinterlegt. Und zum TPM-Konzept gehört auch das regelmäßige Reinigen aller Fertigungsanlagen, weil dabei frühzeitig Leckagen oder mögliche Probleme auffallen. Aber das sind nur Details, die das insgesamt sehr durchdachte Fertigungskonzept ausmachen.