Sie reisen mit der Bahn. Sitzen Sie bequem? Empfinden Sie das Design als hell und freundlich? Dann könnte es gut sein, dass Sie in einer U-Bahn, in einer Tram, einem Regional- oder IR-Zug sitzen, deren Wagen von Stadler gefertigt wurden.
Seit 75 Jahren baut Stadler Züge. Der Systemanbieter von Lösungen im Schienenfahrzeugbau hat seinen Sitz im ostschweizerischen Bussnang. An allen Standorten zusammen beschäftigt Stadler über 7.000 Mitarbeiter. Der Bestseller Flirt hat sich bereits über 1.400 Mal in insgesamt 17 Ländern verkauft. Flirt steht für Flinker Leichter Intercity- und Regional-Triebzug.
Neuester Coup: Im Mai feierte Stadler mit Bundespräsidentin Doris Leuthard und im Beisein der Schweizerischen Bundesbahnen SBB den Roll-out des Niederflur-Hochgeschwindigkeitszuges Giruno. Nach nur zweieinhalb Jahren Entwicklungs- und Bauzeit ging der Zug zum ersten Mal auf Fahrt. Ab Ende 2019 wird der Giruno durch den Gotthard-Tunnel, den längsten Eisenbahntunnel der Welt, fahren.
Eigenes Anlagenkonzept
Spezialität des Unternehmens, das praktisch auf jedem Gleis zuhause ist, sind Niederflurwagen. Der Fahrgast soll in den Zug eintreten können, nicht einsteigen müssen. Um zusätzliche Kapazitäten zu schaffen und die Qualität auf dem hohen Stadler-Niveau halten zu können, hat das Unternehmen eine neue Schweißanlage für Rohwagenkästen in Betrieb genommen.
Bemerkenswert ist, dass die Anlage von Stadler selbst realisiert wurde. Ein eigener Betriebsmittelbau in dieser Größenordnung? Frühzeitig habe man sich mit Anlagenbauern unterhalten, aber schnell festgestellt, dass sich die eigenen Vorstellungen mit Externen gar nicht hätten realisieren lassen.
Ein Beispiel: Auf der grünen Wiese kann jeder bauen, in einem bestehenden, historisch gewachsenen Gebäudekomplex verlangt es genaue Kenntnis der einzelnen Abläufe. Zudem sollte aus wirtschaftlichen Gründen im laufenden Betrieb gebaut und die neue Anlage in die Produktion integriert werden. Know-how in Sachen Schweißtechnik hat Stadler reichlich, so dass das prozesstechnische Konzept ohnehin vorhanden ist. Der Aufbau erfolgte überwiegend in Eigenregie. Für die einzelnen Fachbereiche holte man sich dann wieder externes Wissen, wie Fanuc bei den Robotern.
Handarbeit oder Roboter
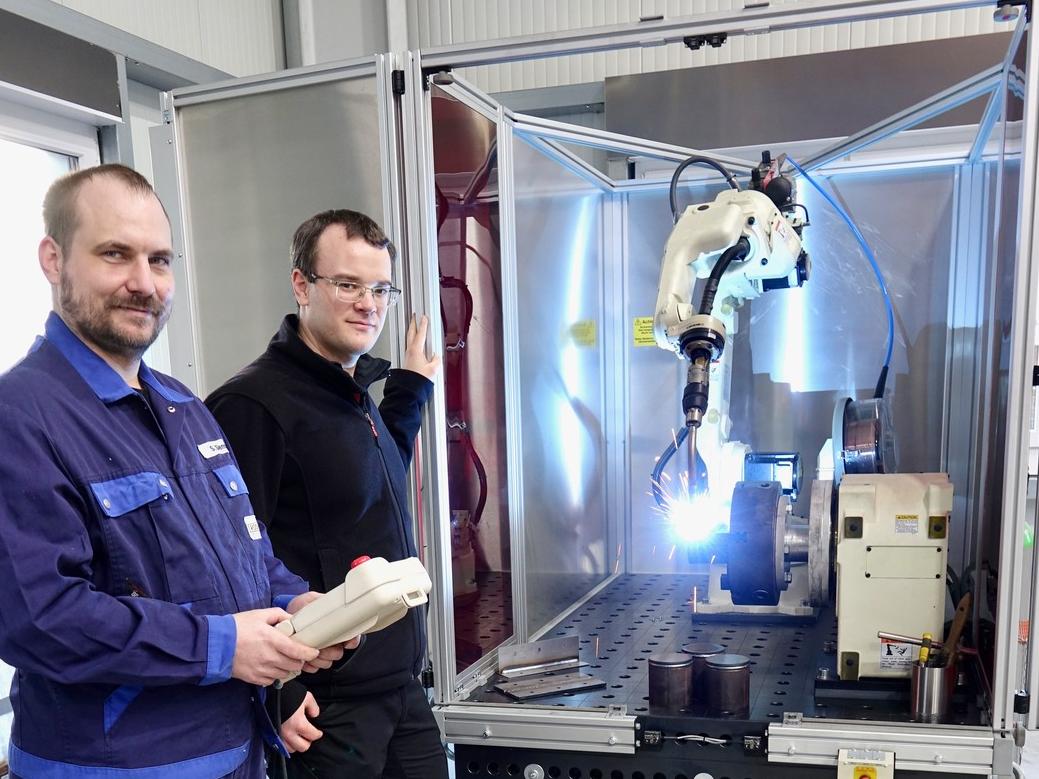
Als Ausgangsmaterial für die Wagenkästen dienen Aluminiumprofile, die nach Vorgaben von Stadler stranggegossen werden. Vorgefertigte Baugruppen werden über einen Hallenkran in der Schweißanlage platziert. Dann werden sie ausgerichtet, geheftet und ausgeschweißt. Mit Offline-Programmen wird das Schweißen vorbereitet, damit die Anlage produktiv genutzt werden kann. Das Feintuning eines Programms wird jedoch vor Ort gemacht. Mehrlagige Nähte werden nicht zuletzt aus Qualitätsgründen automatisiert geschweißt. Die reine Lichtbogen-Brenndauer ist abhängig vom Typ des Wagenkastens und liegt zwischen vier und sechs Stunden.
Da es für den Robotereinsatz mechanische Grenzen gibt, bleiben Schweißaufgaben, die manuell erledigt werden müssen. Außerdem gibt es Schweißaufgaben, bei denen nicht die Diskussion „Handarbeit oder Robotereinsatz“ im Vordergund steht, sondern ökonomische Kriterien den Ausschlag geben. Wie in jeder Fertigung unterliegen Profile, die automatisch geschweißt werden, entsprechend hohen Anforderungen hinsichtlich Fertigungstoleranzen. Arbeitsvorbereitung und Qualitätssicherung kümmern sich intensiv um diesen Aspekt.
Robotereinsatz fordert genauere Bauteile
So gehörte es für das Projektteam in der Planungsphase auch dazu, einzelne Arbeitsschritte in der Fertigung der Unterbaugruppen unter die Lupe zu nehmen, immer auf der Suche nach Optimierungspotenzial, nach möglichen Punkten, die den automatisierten Ablauf beeinflussen. Solange man händisch geschweißt habe, ließ sich weniger Präzision in der Vorfertigung leichter ausgleichen. Jetzt wo mit dem Roboter gefertigt werde, sei es viel einfacher, wenn genaue Bauteile angeliefert werden. Denn: Der Roboter mag es schon genau.
Die Erfahrung mit Robotertechnik reicht am Standort Bussnang bis ins Jahr 2005 zurück. Seither haben sich vor allem zwei technische Bereiche verändert: die Software und die Kommunikation der Komponenten via Profinet. Ein Vorteil des digitalen Kommunikationsprotokolls ist, dass viel weniger Kabel zu verlegen sind. Und auch Änderungen sind viel einfacher zu bewerkstelligen, denn bei zusätzlichen Sensoren oder einem zusätzlichen Signal muss lediglich das Protokoll angepasst werden.
Forderung an Roboter: kompakt und vielseitig
Die Auswahl des ersten Roboters 2005 war noch ein langwieriger Prozess bis die Entscheidung für Fanuc gefallen war. Den Ausschlag gaben hauptsächlich die kompakte Bauweise und die vielfältigen Möglichkeiten, die sich aus dem Optionspaket der Arcwelding-Software ergaben. Eingesetzt werden Fanuc-Roboter „von der Stange“.
Im Einsatz sind LR Mate 200iC und Arc Mate 120iC mit verschiedenen Software-Optionen. In der neuen Anlage arbeiten zwei Arc Mate 120iC, je einer rechts und links in der Anlage. Die Roboter sind auf einem Podest montiert, das wiederum auf einer Verfahrschiene sitzt. Damit ist die Zugänglichkeit über die gesamte Wagenkastenlänge gegeben. Alle Fahrwerke und Verfahrachsen werden mit hochgenauen Zahnstangen und von Fanuc-Servomotoren angetrieben, die sich sehr einfach als Achsen in die Robotersteuerung integrieren lassen.
Kameras und Software zur Qualitätssicherung
Für die Qualitätssicherung nutzt man eine in der Schweißstromquelle von Cloos integrierte Software zur Überwachung des Prozesses. Zum anderen positioniert eine Laserkamera den Brenner immer genau in der Schweißfuge, so dass die Zielwerte mit sehr geringer Toleranz erreicht werden. Die Auswahl des gesamten Equipments folgt einem einfachen Prinzip: Gut ist, was bewährt ist.
Ausgelegt ist die Anlage für alle Rohwagenkästen, die Stadler fertigt. Sie wird − davon ist man bei Stadler überzeugt − auch in den kommenden Jahren den kompletten Bedarf abdecken. Denn das sogenannte Lichtraumprofil von Wagenkästen ist vorgegeben. Hier sind die europäischen, westlichen Standards identisch. Maximal deckt die Anlage auch das größere Lichtraumprofil aus GUS-Staaten ab. In der 3D-Simulation wurden während der Planung unterschiedliche Tram-, Bahn- und U-Bahn-Waggons abgebildet und die Anlage entsprechend ausgelegt.
Berhard Fotzik