Tox Pressotechnik in Weingarten versteht sich als Systemlieferant für die Prozesskette „Bearbeiten und Fügen von Blechteilen und Montage-Komponenten“. Angefangen hat das Unternehmen 1978 als Konstruktionsdienstleister, später kam die Entwicklung pneumohydraulischer Antriebszylinder hinzu, die sukzessive um Geräte und Maschinenbaukomponenten ergänzt wurden. Parallel dazu wurden die kaltumformenden Fügetechniken, vor allem der Tox-Rundpunkt sowie die Varianten -Twinpoint, -Vario-Punkt oder –Microppoint entwickelt und um das Clinchniet-Verfahren ergänzt. In den letzten Jahren kamen noch elektromechanische Presskraftantriebe, Prozessüberwachungssysteme für Füge-und Clinchtechnik sowie für Press- und Einpressoperationen dazu. Jüngste Entwicklung ist die Verarbeitungstechnik für Funktionselemente.
Heute verfügt Tox Pressotechnik über ein weit entwickeltes Baukastensystem mit standardisierten Komponenten, mit denen sich vielfältige produktionstechnische Lösungen realisieren lassen. Neben den Fügetechniken gehören das Verfahrensequipment und die Vorrichtungen, Pressen, C-Bügel, Zangen und Maschinen zum Baukasten. So lassen sich beispielsweise aus einer Tox-Standardpresse und einem Antriebszylinder Grundmaschinen sowohl für das Clinchen als auch für das Einpressen oder andere Aufgaben zusammenstellen. Die Unterschiede liegen in den Werkzeugen und den teilespezifischen Aufnahmen.
Weitere Standardisierung bei Zangen von Tox
Konsequent treibt dabei das Unternehmen die Standardisierung der Komponenten voran. Damit lassen sich die Baugruppen in Serie kostengünstig fertigen und vorhalten. So wird von Tox Pressotechnik jetzt der Baukasten für Zangen mit C-Bügel weiter standardisiert. Die „Clinchzangen 4.0“ gibt es zukünftig nur noch in einer C-Bügel-Weite, zudem ist sie für Antriebe, Werkzeuge und Anbauteile mit einer standardisierten Schnittstellen und einer neuen Steuerungsarchitektur ausgestattet. Und: Die Zange konfiguriert sich selbst, indem sie sich automatisch an einer Steuerung ohne erneute Parametrierung anmeldet.
Presskraft-Antriebe für vielfältige Einsatzgebiete
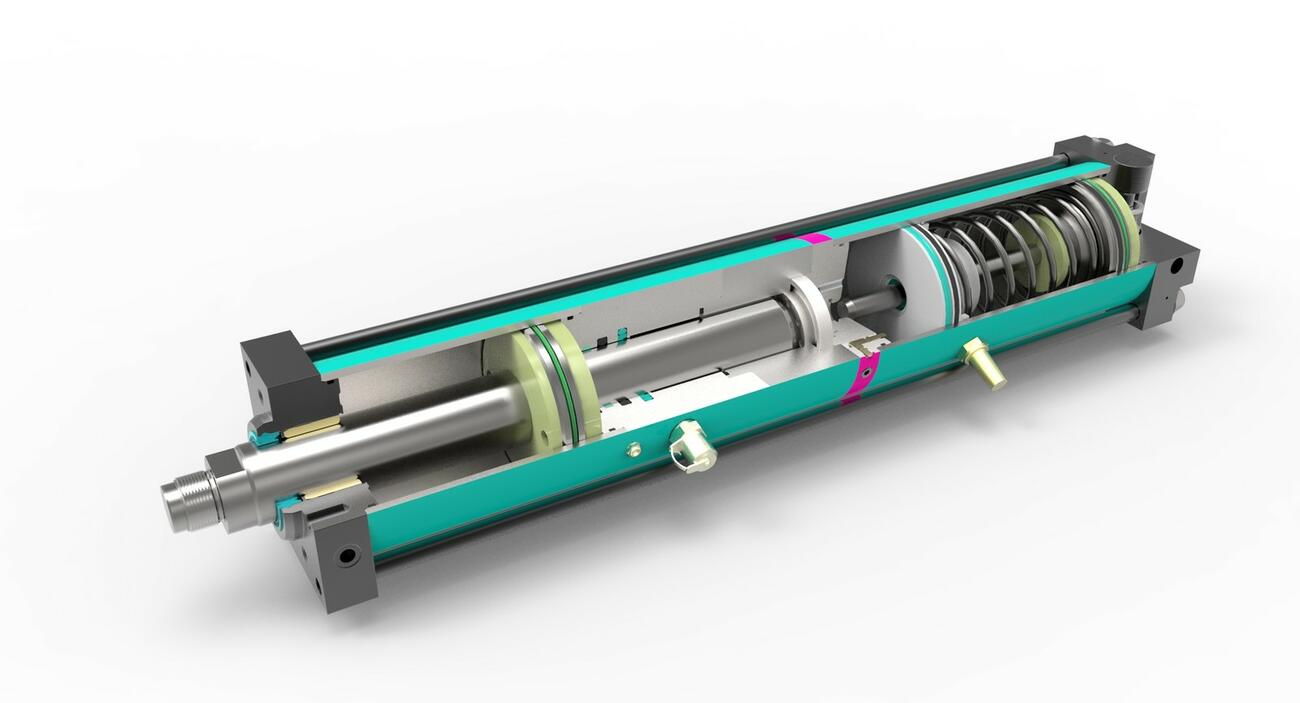
Vier Antriebsarten für die Presskraftantriebe hat Tox Pressotechnik im Programm: Pneumohydraulik, Elektromechanik, Pneumatik und Hydraulik.
Pneumohydraulische Tox-Kraftpakete als Antriebseinheiten für kombinierte Weg-Kraft-Operationen werden in den beiden Baureihen „line-Q“ und „line-X“ angeboten, die Presskraftbereiche von 10 bis 1700 kN abdecken. Beide Baureihen eröffnen nach Firmenangaben bereits ohne Aufbauvarianten mehr als 5.000 Ausführungsmöglichkeiten für unterschiedliche Anwendungsfälle.
Mit den elektromechanischen Servoantrieben des Electric Drive lassen sich die Kraft-Weg-Operationen für Presskraftantriebe feinfühliger regeln und steuern. Die bereits bekannten drei Bauformen des Electric Drive hat Tox Pressotechnik um weitere Baureihen für „schnelle“ Bewegungsgeschwindigkeiten bis 800 mm/min und speziell auf das Clinch-Niet-Verfahren zugeschnittene Baureihen erweitert. Die elektromechanischen Antriebe gibt es je nach Bauart im Kraftbereich von 2 bis 100 kN, 200 kN oder 1.000 kN.
Rein pneumatische Antriebe der Baureihe PFHL, beispielsweise für Tischpressen oder für die Spann- und Bearbeitungseinheit Kraftkurver sowie reine Hydraulikzylinder für spezielle Anwendungen runden das Programm der Antriebseinheiten ab.
Monitoring und Prozessüberwachung von Tox-Pressotechnik
Erst durch die Prozessüberwachung werde aus Maschinenbaukomponenten ein System, heißt es bei Tox Pressotechnik. Deshalb hat man ein eigenes Monitoringsystem entwickelt. Das Lieferprogramm Tox-Controls und Tox-Monitoring umfasst neben den Maschinensteuerungen die Bausteine für Sensorik, Prozess- und Einpressüberwachung und Software. Basierend auf dem Konzept der Überwachung in allen Prozessphasen werden bei der Kraft-Weg-Überwachung die Aspekte Prozessvoraussetzungen (Blechdicke, Setzelemente), Prozessverlauf (Fenster, Hüllkurve), Endwerte (mit Endfenster) und Dokumentation über Endwerttabellen (Datenarchiv, Qualitätsdatenschnittstellen) berücksichtigt.
An Hardware gibt es die Einpressüberwachungen EPW 400 und EPW 500 FP sowie die Clinchüberwachung CEP 400T. Alle arbeiten mit einer 1-Kanal-Kraft-/Weg-Überwachung oder einer 12-Kanal-Kraft-Überwachung. Die Datenerfassung erfolgt mit einer Auflösung von 16 Bit bei einer Abtastrate von 2 kHz. Im Archiv können bis zu 100 Kurven und 1000 Endwerte gespeichert werden. Bedienung und Programmierung erfolgen über einen Touchscreen-Monitor, die Kommunikation läuft über Feldbus-Systeme. Überwacht wird mit bis zu 64 respektive 128 Messprogrammen.
Technologien für Verbindungsaufgaben
Seit einigen Jahren bietet Tox Pressotechnik auf Basis der Clinchtechnik ein System zum Einbringen von Funktionselementen wie Muttern, Bolzen, Schrauben und Sonderfunktionsteilen an. Zum Angebot gehören sowohl die Technologien als auch die Tools und das Produktionstechnikequipment. Das Portfolio erstreckt sich über die vier Verfahren: Beim Tox-Clinchnieten mit Funktionselement werden das nicht vorbearbeitete Bauteil und Fügelement verformt; beim Stanzverfahren durchstanzt das Element das nicht vorbearbeitete Bauteil; beim Einpressverfahren wird das vorbearbeitete Bauteil beim Fügevorgang verformt und beim Nietverfahren wird das Fügeelement beim Fügevorgang im vorbearbeiteten Bauteil verformt.
Diese kaltumformenden Verbindungen sind weitgehend automatisiert herstellbar und nach Angaben von Tox Pressotechnik kostengünstiger als thermische Lösungen. Die Verfahren arbeiten ohne Bauteilverzug und Nacharbeiten. Je nach Anforderung kommen spezifisches Equipements sowie die standardisierten Antrieben und Steuerungen zum Einsatz.