In der Blechumformung sind für die Fertigung großen Stückzahlen in der Automobilindustrie Verfahren wie das Tiefziehen stark verbreitet. Innerhalb weniger Sekunden kann das ebene Blech zu einer Tür, Motorhaube oder jedem anderen benötigten Bauteil geformt werden. Die Stückzahlen rechtfertigen in der Regel die hohen Kosten für die Tiefziehwerkzeuge, die stets paarweise als Ober- und Unterwerkzeug erforderlich sind. Bei kleinen Stückzahlen oder dem Prototypenbau ist das anders. Somit erfordert die wirtschaftliche Fertigung von Blechbauteilen in Kleinserien bis zur Losgröße 1 andere Verfahren. Wie eine reproduzierbare, wirtschaftliche Fertigung von Stückzahl 1 funktionieren kann, hat das IBF Aachen an einem Auftrag zum Nachbau der Karosserieteile eines 1964 Shelby Daytona Cobra Coupés innerhalb weniger Wochen gezeigt.
Streckziehen und Inkrementelle Blechumformung
Trotz eines hohen Automatisierungsgrads in der Industrie wird im Prototypenbau häufig noch auf Handumformung gesetzt. Aktuell noch weit verbreitet, aber tendenziell abnehmend, erfordert dieses Verfahren neben Geschick und Erfahrung sehr viel Zeit und lässt die Frage nach engen Toleranzen meist nicht zu.
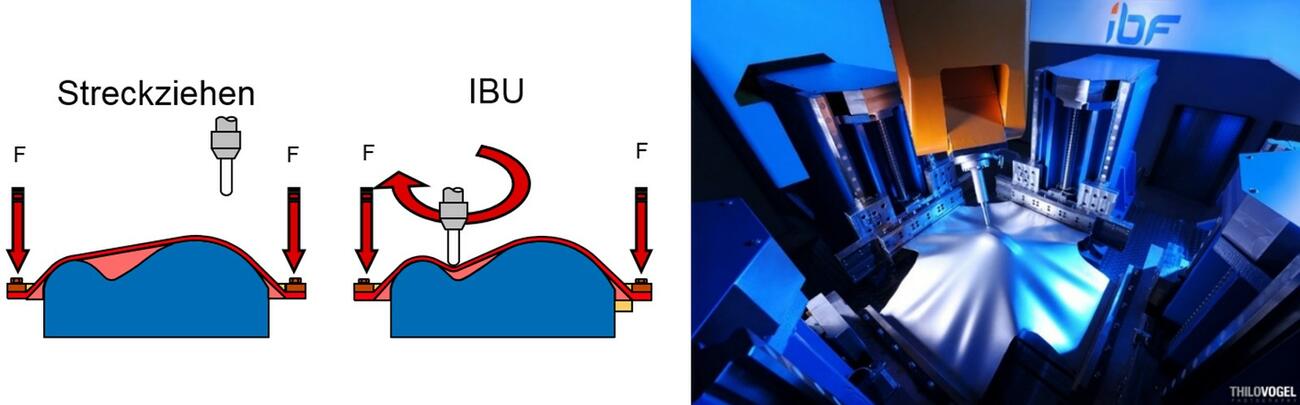
Flexible Verfahren mit geringem Werkzeugaufwand wie zum Beispiel das Streckziehen in Kombination mit der Inkrementellen Blechumformung (IBU) sind eine technisch und wirtschaftlich sinnvolle Alternative, um Bauteile innerhalb kurzer Zeit zu realisieren. Insbesondere gilt das für den Kleinserien- und Prototypenbau. Dies wurde bereits mehrfach für Bauteile aus der Luft-und Raumfahrttechnik oder dem Automotivebereich gezeigt.
Beim Streckziehen wird ein Blech über ein Unterwerkzeug, das die Form des gewünschten Bauteils besitzt, gezogen. Anschließend werden bei der IBU noch Bereiche wie Kavitäten mittels eines stiftförmigen Umformkopfes ausgeformt. Eine Anlage für diese Prozesskombination ist das integrative Blechbearbeitungszentrum.
Trotz erfolgreich hergestellter Anwendungsbauteile ist diese Prozesskombination in der Industrie nicht verbreitet. Ein möglicher Grund ist, dass hier, wie bei der Handumformung, Mitarbeiter mit Expertenwissen sowie Trial-and-Error-Versuche auf dem Weg zum perfekten Bauteil erforderlich sind. Das Ziel „first time right“ würde Ressourcen schonen und Zeit sparen, ist aber auch für erfahrene Ingenieure in der Blechprototypenfertigung nicht immer leicht zu realisieren.
Ganzheitliches Planungstool
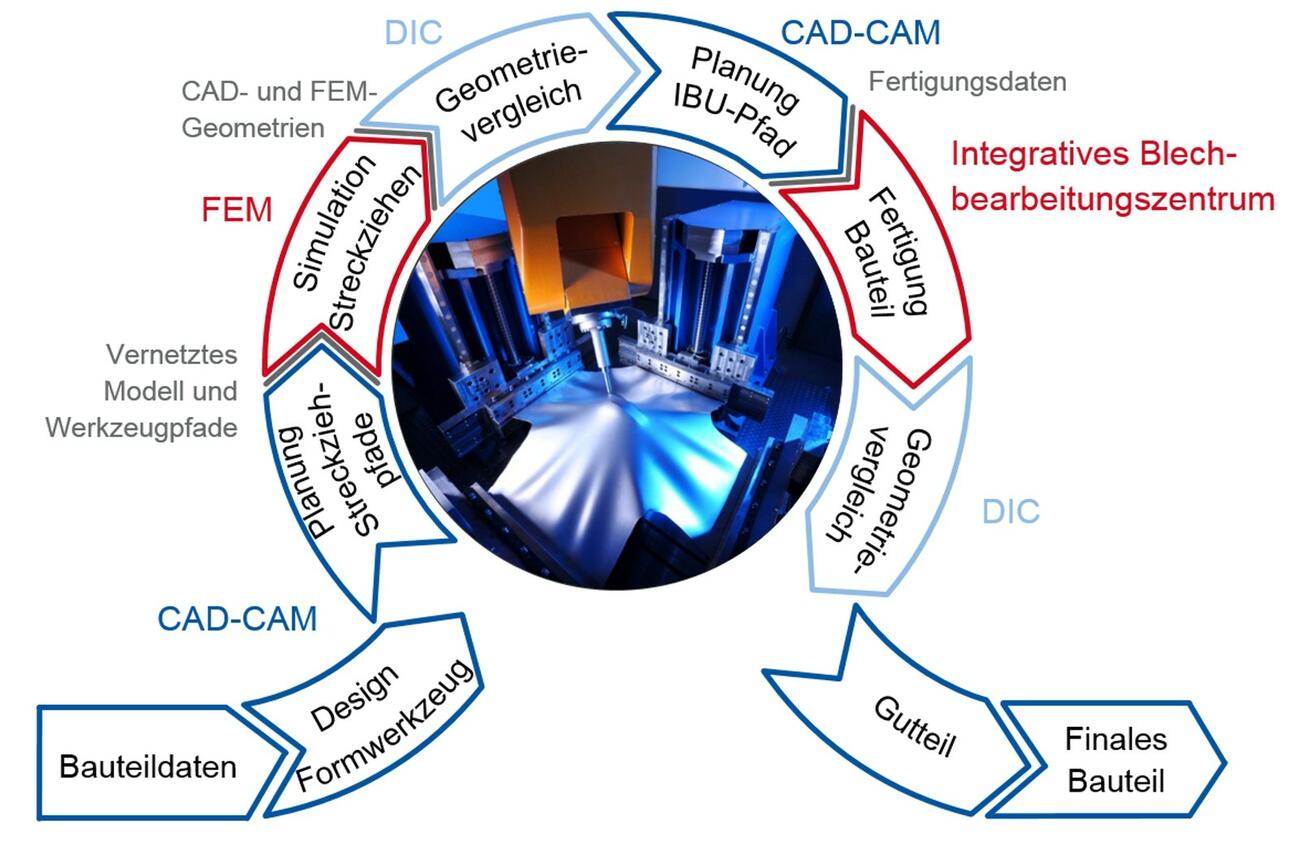
Um auf dem Weg zum Gutteil Fertigungsversuche zu reduzieren, ist ein ganzheitliches Planungstool erforderlich, das die Fertigung vom ersten Entwurf bis zum fertigen Teil virtuell und verlässlich abbilden kann. Aus diesem Grund wurde für die Verfahrenskombination Streckziehen und IBU eine digitale CAx-Prozesskette entwickelt. Damit werden Trial-and-Error-Schleifen reduziert und die Prozesskombination wird berechenbar. Selbst Anwender mit weniger Expertenwissen können so die Verfahrenskombination nutzen.
Bei der Kombination von Prozessen und jeder ihrer Softwareumgebungen entstehen mehrere Herausforderungen. Der Umgang und die Verarbeitbarkeit der Daten zwischen den einzelnen Softwareumgebungen erfordert Schnittstellen und Datentypen, mit denen die Systeme korrekt miteinander kommunizieren können. Darüber hinaus müssen Wechselwirkungen zwischen den Prozessen berücksichtigt werden. Beispielsweise kann die Ausrichtung des Unterwerkzeugs in der Maschine zwar für das Streckziehen geeignet sein, während Bereiche für die IBU nicht erreicht werden können. Zudem sind Einschränkungen der Maschine zu beachten, da die Werkzeugwege für die IBU oder Fräsoperationen durch die Positionierung der Streckziehmodule im Prozess eingeschränkt sein können.
Mit Hilfe der am Institut für Bildsame Formgebung (IBF) entwickelten CAx-Prozesskette wird die Planung der Fertigung in einer CAD-CAM-Umgebung mit entsprechenden Schnittstellen zu FE-Modellen und Bildkorrelationstools möglich. Numerische Simulationen des Streckziehens oder der IBU liefern digitale Geometrien, die mit der Zielgeometrie abgeglichen werden können. Iterationsschleifen können bei der Prototypenfertigung so virtuell durchgeführt und material- sowie zeitintensive Versuchsreihen vermieden werden.
Attraktives Versuchsobjekt: Shelby Daytona Cobra Coupés
Basierend auf der CAx-Prozesskette entstand die gesamte Karosserie eines 1964 Shelby Daytona Cobra Coupés innerhalb weniger Wochen. Von diesem Rennfahrzeug wurden seinerzeit nur sechs Stück gebaut. Im historischen Rennsport war der 1964er Shelby trotz seiner vielen Erfolge nicht mehr zu sehen. Verständlich angesichts der geschätzten Presse der noch existierenden Fahrzeuge im zweistelligen US-Dollar-Millionenbereich. Den Traum, das Fahrzeug zurück auf die Rennstrecke zu bringen, wollte die Firma American Muscle Motorsports & Services aus Stolberg Wirklichkeit werden lassen. In Zusammenarbeit mit dem damaligen Designer des Shelbys, Peter Brock, sollte so der erste weltweit originalgetreue historische Shelby nach Regeln des internationalen Dachverbandes des Automobils FIA entstehen.
Eine Option zur Herstellung der Karosserie wäre die manuelle Fertigung mit Hilfe des „englischen Rads“. Dies hätte vermutlich mehr als ein ganzes Jahr in Anspruch genommen. Für eine beschleunigte und reproduzierbar Fertigung wurde auf die Prozesskombination Streckziehen und IBU, gestützt von der CAx-Prozesskette, gesetzt.
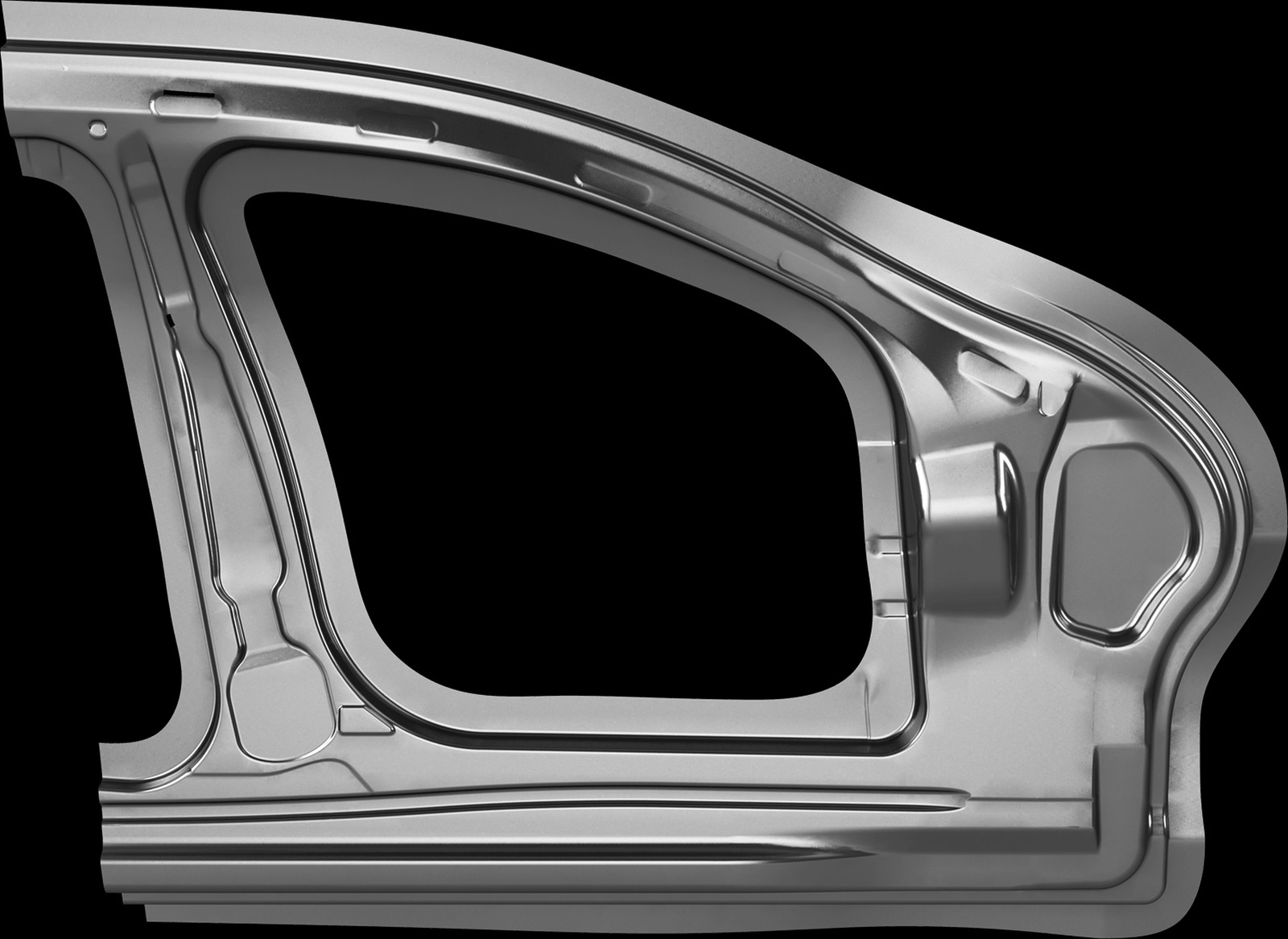
Dazu wurden die CAD-Daten der Karosserie, die von einem optischen Scan des Originals stammen, vom Auftraggeber bereitgestellt und am IBF weiterverarbeitet. Für die Prozessplanung wurde die Karosserie digital in 18 Teile zerlegt, von denen die Motorhaube mit etwa 2200 mm x 1200 mm das größte Teil darstellte. Nach dem Zerlegen wurde für jedes der Bauteile im CAD-Modell die einseitigen Formwerkzeuge für das Streckziehen erstellt und im integrativen Blechbearbeitungszentrum des IBF gefräst. Die Formwerkzeuge entstanden aus kostengünstigen MDF-Platten. Die Platten wurden zu Blöcken verklebt, und anschließend in der Anlage zum Fräsen platziert. Mehr als 5 m³ der Holzplatten wurden verarbeitet. Parallel dazu wurde digital der weitere Prozess geplant. Für diejenigen Bauteile, bei denen die Orientierung im Maschinenkoordinatensystem nicht direkt eindeutig war, wurde mit Hilfe von FE-Simulationen die richtige Ausrichtung der Formwerkzeuge in der Maschine gefunden. Für alle Bauteile halfen die FE-Simulationen außerdem den Streckziehprozess auszulegen: Die Simulationen lieferten Ergebnisse darüber, wie sich das Blech am besten über das Werkzeug formen lässt und wo gegebenenfalls noch Abweichungen zur finalen Bauteilkontur vorhanden sind.
Mit dem Streckziehen nicht erreichbare Kavitäten müssen dann im Anschluss an das Streckziehen mit der Inkrementellen Blechumformung ausgeformt werden. Unter Zuhilfenahme der digitalen Bildkorrelation in einem Soll-Ist-Vergleich der CAD-Daten mit der simulierten streckgezogenen Geometrie wurden diese Bereiche genauer bestimmt und die Werkzeugpfade für die IBU entsprechend erstellt. Somit konnte das Bauteil direkt hergestellt werden, sobald eine Form fertig gefräst war. Das Blech wurde eingespannt, über die Form gezogen, die Details mittelsinkrementeller Blechumformung ausgeformt und anschließend das Bauteil ausgeschnitten.
Das erste Modell von vielen
Die 18 fertigen Bauteile wurden vom Auftraggeber am Chassis des Shelbys angebracht und zur Rohkarosserie zusammengebaut. Nachdem die Karosserie lackiert wurde, konnte auch der Motor mit seinen 420 PS endlich eingebaut werden. Einer Pole-Position des 1964 Shelby Daytona Cobra Coupés steht also nichts mehr im Weg und der Shelby wird bald wieder bei historischen Rennen bestaunt werden dürfen. Im Juli dieses Jahres wurde das fertige Fahrzeug auf dem Nürburgring präsentiert.
Im nächsten Jahr sollen noch weitere Fahrzeuge des Shelby Daytona Cobra Coupés produziert werden. Nachdem nun die Werkzeugformen hergestellt und die Prozesse geplant sind, fällt hier der Aufwand extrem gering aus. Neben wenigen Arbeitsstunden für das Rüsten der Formen in der Anlage und das Einlegen der Bleche entstehen nur Kosten für die Maschinenstunden und Bleche selbst. Folglich lassen sich die weiteren Einzelstücke besonders kosteneffizient herstellen. Im Vergleich zu konventionellen Verfahren, wie dem Tiefziehen, kann also gezeigt werden, dass die Prozesskombination aus Streckziehen und Inkrementeller Blechumformung, gestützt von der digitalen CAx-Prozesskette, für Prototypen und Kleinserien wirtschaftlicher sein kann und im Vergleich zur Handumformung deutlich schneller und präziser ist. Also perfekt geeignet für die Herstellung von schnellen Karosserien.
Musterbauteile und Prozessvideos der Prozesskombination Streckziehen und Inkrementelle Blechumformung werden im Rahmen des 33. Aachener Stahlkolloquium Umformtechnik präsentiert. Unter dem Motto „Ideen Form geben“ bietet das Institut für Bildsame Formgebung die Möglichkeit, sich zu diesem und anderen Forschungsthemen zu informieren.
Die Autoren bedanken sich bei der Deutschen Forschungsgemeinschaft für die Unterstützung der Arbeiten in Rahmen des Exzellenzclusters EXC128 „Integrative Produktionstechnik für Hochlohnländer“.
Roman Schmitz, M.Sc. und Prof. Dr.-Ing. Gerhard Hirt, Institut für Bildsame Formgebung der RWTH Aachen University