Zwei Richtachsen, die im Knüppelwalzwerk der Arcelor Mittal Hochfeld GmbH in Duisburg ihren harten Dienst leisten – jede drei Tonnen schwer, 3.500 m lang und an der dicksten Stelle mit einem Durchmesser von 580 mm – waren trotz des verwendeten hochvergüteten Werkstoffs 34CrNiMo6 stark verschlissen. Mit der kompletten Instandsetzung zunächst nur einer Achse – inklusive De- und Remontage – beauftragte das Walzwerk die Firma Schmidtke & Sohn, spezialisiert auf die Einzelteilfertigung in den Bereichen Zerspanungstechnik, Instandsetzung und Neuanfertigung für die Montan- und Kiesindustrie. So galt es, insgesamt zwölf Einzelkomponenten – Achse mit Antriebshülse, Ritzelwelle, komplette Lagerung und axiale Verschiebung – zu reparieren.
Verschlissene Richtachsen als Instandsetzungs-Härtefall
Eine besondere Herausforderung bedeutete dabei der starke Verschleiß der Achse an der Stelle, wo das Richtrad aufsitzt und die Kräfte folglich am stärksten wirken. Neuanfertigung war aus Kosten- und Zeitgründen keine Option. Da die Achse stoßartig belastet wird, fiel auch thermisches Beschichten wegen des Abplatzrisikos aus. Eine kostengünstige Reparatur konnte nur durch Schweißen dieser Fläche erreicht werden. Durch den erhöhten Kohlenstoffgehalt ist der Werkstoff jedoch schwierig zu schweißen, da er zu Rissbildung oder wie in diesem Fall zu unerwünschter Aufhärtung neigt.
Arbeiten unter Zeitdruck
Das war auch der Grund für die Beauftragung des Dinslakener Unternehmens durch das Walzwerk. Die Achse bei Schmidtke & Sohn war die letzte im Walzwerk verfügbare, entsprechend groß waren Bedarf und Zeitnot. Der Traditionsbetrieb sagte eine Reparatur binnen zwei Monaten zu – angesichts der Komplexität der Aufgabenstellung und des anspruchsvollen Werkstoffs ein ambitioniertes Versprechen. Die Umsetzung erfolgte durch engmaschig im Unternehmen abgestimmte Bearbeitungsprozesse. So wurde das 440 x 4 mm große Trapezgewinde nachgedreht und auf Maß gebracht. Außerdem wurden das Druck-Distanzstück inklusive einer 472-mm-Bohrung erneuert, eine Reparaturhülse für den verschlissenen Sitz des Wellendichtrings nach Kundenwunsch gehärtet und der Richtwalzenkeil neu angefertigt. Hinzu kamen die vorbereitenden Arbeiten an der Richtachse: Vordrehen der Welle auf ein glattes Maß zum Schweißen und Vorfräsen der Passfedernuten.
Schweißen ohne Verzug
Nach den negativen Erfahrungen mit vorherigen Reparaturversuchen war das Walzwerk skeptisch gegenüber Standard-Schweißverfahren mit den für Lichtbogenschweißen üblichen Vorwärmtemperaturen von 150 bis 250 °C. Bei der Abkühlung entstehen bei dem verwendeten Werkstoff Gefügeveränderungen in Form von Aufhärtungen und damit steigt das Risiko, dass so druckbelastete Bauteile wie Richtachsen im Prozess reißen. Bei der Ultraschallprüfung der Achse durch Schmidtke & Sohn zeigten sich nach der Demontage bereits Risse, sodass man dort ebenfalls konventionelle Schweißmethoden als nicht prozesssicher ausschloss. Als Lösung wählte man deshalb Laserauftragschweißen und zog dafür den Oberflächenspezialisten Pallas hinzu, mit dem man bei einem vergleichbaren Projekt in der Vergangenheit schon einmal erfolgreich zusammengearbeitet hatte.
Laserauftragschweißen für extreme Belastung
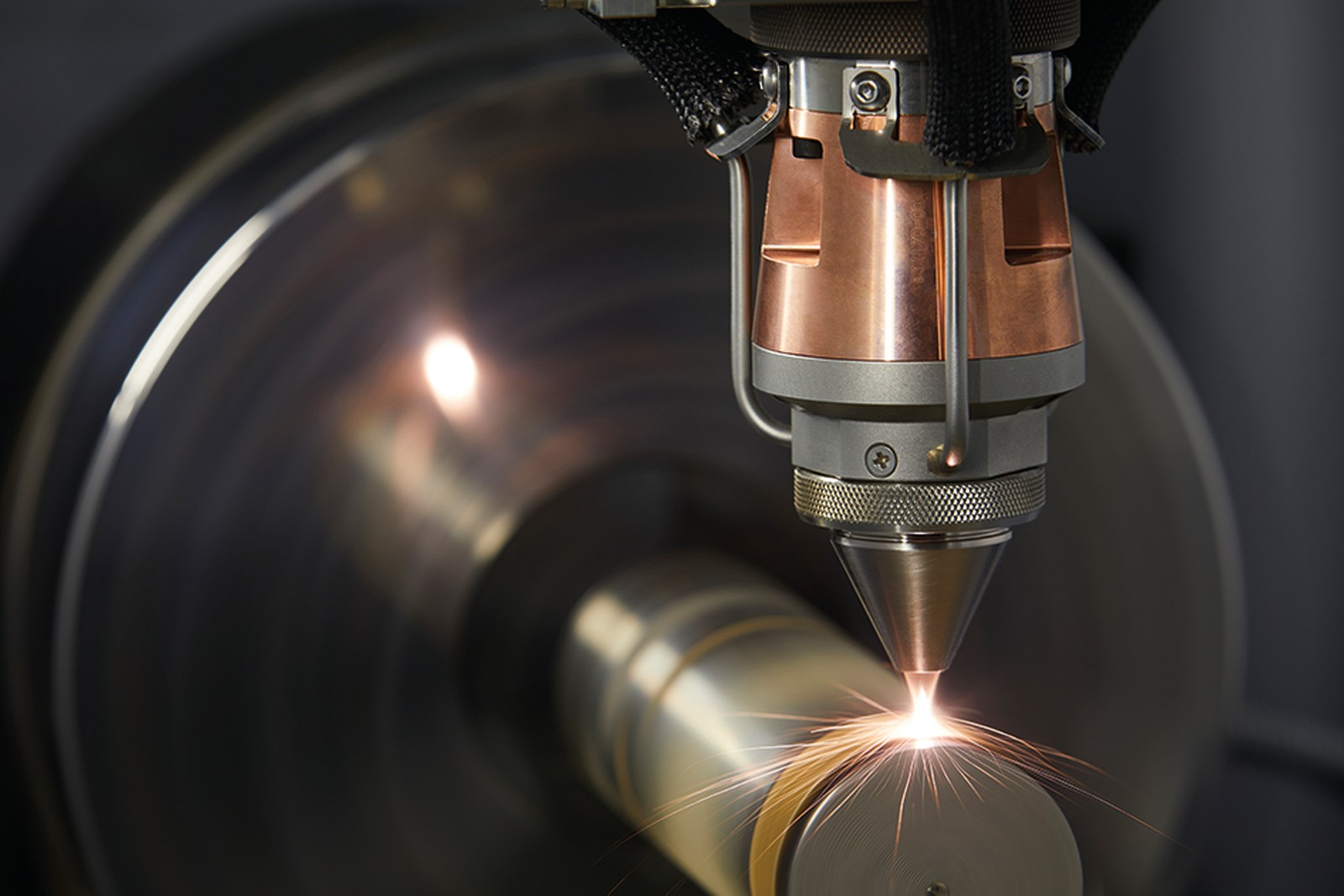
- Bei diesem Verfahren schmilzt Pallas per Laserstrahl ein schichtweise per Düse eingestrahltes Pulver und eine dünne Randschicht der Grundwerkstoffoberfläche eng fokussiert auf. Dabei verbinden sich die beiden Werkstoffe zu einer schmelzmetallurgisch angebundenen Schicht mit geringer Aufmischung. Sie haftet auch bei extremer Belastung dauerhaft.
- Die auf eine kleine Fläche und wenige Sekunden begrenzte Energiezufuhr gewährleistet eine verzugsfreie Bearbeitung des Werkstücks. Das dafür benötigte komplexe Werkstoffwissen und die erforderliche Bearbeitungstechnologie bietet Pallas aus einer Hand. Diese gebündelte Verfahrenskompetenz stellte der Experte für anspruchsvolle Reparaturaufgaben bei der Richtachse einmal mehr unter Beweis.
- Anhand eines Probestücks machte Pallas zunächst verschiedene Schweißversuche mit einem Hochleistungslaser. So konnte nachgewiesen werden, dass durch geeignete Wahl der Schweißparameter und Zusatzwerkstoffe keine Gefügeveränderungen oder Aufhärtungen im Bauteil entstehen.
- Nach Freigabe der Schweißprobe durch das Walzwerk erfolgte die Umsetzung bei Schmidtke & Sohn im Werk. Dafür sprach die dort zur Drehung der drei Tonnen schweren Achse vorhandene Schweißvorrichtung.
- Zudem konnte – nach entsprechenden Umbauten – der von Pallas mitgebrachte Laser nebst Optik an die UP-Schweißanlage angeschlossen werden.
Schweißen mit viel Fingerspitzengefühl
Angesichts der Größe der zu bearbeitenden Fläche von 370 mm Durchmesser auf einer Länge von 330 mm war sehr spezifisches Know-how gefordert. Deshalb betreute Pallas Geschäftsführer Stephan Kalawrytinos diese Aufgabe selbst. So musste der sehr genau zu führende Prozess in der für den Spezialisten unbekannten Umgebung so eingerichtet werden, dass die Schweißnaht erfolgreich appliziert werden konnte.
Dazu galt es nicht nur, die Besonderheit des Werkstoffs genau zu kennen, sondern auch eine ausgeklügelte Temperaturführung zu gewährleisten. Mit der Flamme wurde der entsprechende Bereich jeweils vorgewärmt und, mit Temperaturfühler versehen, eingepackt. Auch während des Laserauftragschweißens wurde das Bauteil permanent weiter gewärmt. Um auf Nummer sicher zu gehen, setzten die Spezialisten von Pallas zum Schweißen den gleichen Laser ein, der schon in den Vorversuchen genutzt wurde. Dabei arbeiteten sie mit einem drei Millimeter großen Brennfleck, um die zweilagige Beschichtung aufzuschweißen. Das händische Auftragen der Schichten im Zehntelmillimeterbereich erforderte beim Schweißen mit der langsam verfahrenden Schweißvorrichtung höchste Präzision – und das zehn Stunden lang je Lage.
Aus einer Richtachse werden zwei
Die anschließende Überprüfung durch Schmidtke & Sohn wies nach, dass keine Lunker bei der Bearbeitung entstanden waren und die Beschichtung auch bei Belastung nicht abplatzt. Zwischenzeitlich hatte das Walzwerk jedoch einen zweiten Auftrag für eine weitere Richtachsenreparatur bei dem Dinslakener Reparaturbetrieb platziert und dieser die erforderlichen Arbeiten daran bis zur Schweißvorbereitung auch schon umgesetzt. Dadurch konnte Pallas mit der Regenerierung dieser Achse per Laserauftragschweißen nahtlos an den ersten Auftrag anschließen, sodass entsprechende Rüstzeiten entfielen. Währenddessen fräste das Team von Schmidtke & Sohn die erste Welle auf Fertigmaß und baute die Richtachse wieder zusammen. So erhielt das Walzwerk nach insgesamt nur zwei Monaten und einer Woche Bearbeitungszeit beide Walzen voll funktionsfähig zurück.
Erfolg zeigt Wirkung
Entsprechend positiv fällt das Fazit aller Beteiligten aus: Der Kunde ist begeistert über die extrem schnelle und prozesssichere Umsetzung: Durch die bauteilschonende Bearbeitung der Funktionsflächen per Laserauftragschweißen erfolgte die Regenerierung der Verschleißfläche, ohne die Eigenschaften der kohlenstoffreichen Stahlgüte negativ zu beeinflussen. Zudem wurde – verglichen mit einer Neuanfertigung – rund die Hälfte an Kosten und Zeit eingespart. Auch Axel Schmidtke ist voll des Lobs über die außergewöhnlich kurze Bearbeitungszeit, die Pallas von den Vorversuchen bis zur Umsetzung benötigte: „Wir haben selten mit einer Firma so gut zusammengearbeitet!“ Aus Sicht von Stephan Kalawrytinos zeugt dieses Ergebnis von der perfekten Symbiose zweier Fachbetriebe. „Der eine bietet schnelle Hilfe im Montanbereich, der andere Schweißfachleute für besondere Verfahren. Zusammen bedeutet das für Kunden hohen Mehrwert.“ Wie Recht er mit dieser Einschätzung hat, zeigt das spontan große Interesse gleich mehrerer Stahlwerkskunden mit vergleichbaren Anwendungsfällen in hoher Stückzahl: Ob Wellenachsen, verschlissene Lagersitze oder Spreizdorne: Binnen weniger Wochen und flexibel macht das Erfolgs-Tandem der Firmen Schmidtke & Sohn und Pallas hochbeanspruchte Komponenten aus stark kohlenstoffhaltigen Stahlgüten wieder fit für den Extremeinsatz.