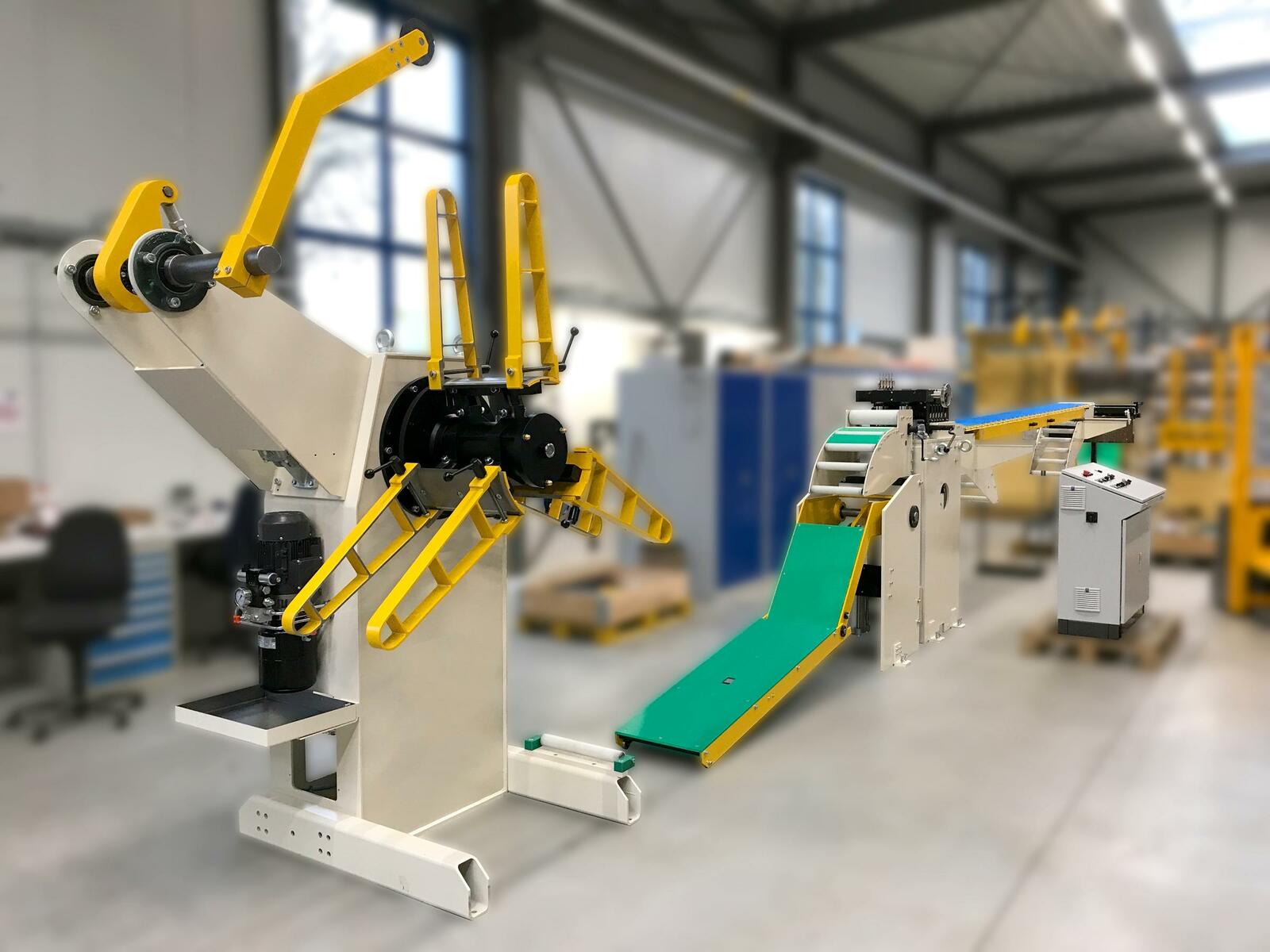
Die Sheet metal fans von GSW Schwabe haben eine neue Kompaktanlage für die Pressenzuführung im Dickblechbereich entwickelt.
Das System verarbeitet Bänder mit Querschnitten bis ca. 650 x 8mm in mittelfestem Stahl (ähnlich bspw. S420) und Coilgrößen bis Außendurchmesser 2.000 mm bei max 15 t Gewicht. Aus Sicht von GSW wurde hier der Maxime der Effizienz in besonderem Maße Rechnung getragen – denn dieses System vereine Leistung und günstige Kosten wie vielleicht kein zweites. Vorstand bei GSW ist Benjamin Schwabe. Seit 2002 im Unternehmen, führt er die Sheet metal fans in zweiter Generation. Letztes Jahr konnte das 60-jährige Bestehen gefeiert werden. „Wir sind dankbar für die zurückliegenden Jahre“, reflektiert der Vorstand. „Dass wir gerade in unserem Jubiläumsjahr neben einer insgesamt sehr guten Auftragslage auch noch diese starke Anlage entwickeln durften, ist ein besonders schöner Umstand.“ Die Sheet metal fans aus Kempen sehen sich als Vorreiter für Kombinations-Anlagen, bei denen Platz ein hohes Gut ist. So soll der Unternehmensgründer Gerhard Schwabe in den frühen 80er Jahren „einfach einen Servomotor“ in eine Richtmaschine gebaut haben, um so Richt- und Vorschubprozess zu kombinieren und dadurch neben einer langen Bandschlaufe gleich noch eine ganze Maschine (nämlich den Walzenvorschub) einzusparen. Über die Jahre hat sich diese Technologie im Markt etabliert, und viele Hersteller bieten heutzutage kompakte Bandzuführung mit einer Kombination aus Haspel und Vorschubrichtmaschine an.
Was ist neu an der Anlage?
B. Schwabe erklärt: „Als Pressenzuführlinie muss eine Kompaktanlage meistens besonders dynamisch sein. Da der Vorschub für den Stanzvorgang anhalten muss, ist dabei wichtig, die Coilmasse abzukoppeln – das geschieht über eine Schlaufe. Dickband verfügt dabei in den meisten Ausprägungen naturgemäß über eine besonders hohe Spannkraft; wenn man also eine Schlaufe bildet, benötigt man eine Technologie, die zu einem das Coil vom unkontrollierten Aufspringen hindert und zum anderen die Ausbildung einer Schlaufe ermöglicht.“ Besonders einfach gelingt das mit einem Coilabroller. Hier wird das Coil am Außendurchmesser durch Muldenwalzen angetrieben, und die Schlaufe kann sich nach oben öffnen. Ein Coilabroller ist günstig und sehr sicher, hat aber den Nachteil, dass die Bandoberfläche verkratzen kann. Außerdem muss bei größeren Breiten überproportional viel technologischer Einsatz betrieben werden, um die Coils seitlich ohne Verklemmen führen zu können. Die Sheet metal fans machen hier aufgrund hinreichender Erfahrung bei 8 t und 650 mm Breite Schluss. Ein weiterer Nachteil sei die Dynamik: der Coilabroller kann nur eingeschränkt beschleunigen, weshalb hier dann eher kürzere Vorschublängen oder niedrigere Hubzahlen im Anwendungsportfolio liegen.


Schwabes Lieblingsmaschine
„Bevor wir über die Haspel reden, möchte ich zur Ehrenrettung des Coilabrollers bekennen, dass er so etwas wie meine Lieblingsmaschine ist. Denn bei richtig dicken Bändern – ich denke in Richtung von 12 mm etwa, ist keine Maschine so günstig und sicher und auch so schnell im Rüstprozess, wie diese 3:1 Kombination!“ Wenn Gewicht und Breite wachsen und die Produktivität hoch sein soll, so Schwabe weiter, müsse man dennoch an einen Abwickelhaspel denken. Dieser ist in Coilgewicht und Bandbreite kaum limitiert und kann durch den Antrieb des Coils über dessen Kern höhere Beschleunigung fahren. Ein Knackpunkt bleibe die Bandschlaufe, über die man das Coilgewicht vom Taktprozess der Vorschubrichtmaschine entkoppelt. Hier kann man keine Grube haben, wie bei einer konventionellen Zuführung, und man kann wegen dem beschränkten Aufstellraum auch keine Schlaufe vor der Haspel bilden, sondern lässt diese rückwärts bzw. unterhalb der Haspel entstehen.
„Moderner Regeltechnik“, so erläutert Schwabe, „genügt etwa eine Produktlänge im Schlaufenvorrat, um den Abwickler geregelt – also mit dauerhaft gleicher Geschwindigkeit - fahren zu können“. Damit gelingt der Anlagenbetrieb im automatischen Modus, bei dem die Presse den Vorschub auslöst. Ist die Vorschublänge aber größer als der in der Schlaufe befindliche Materialvorrat, wird der Modus umgedreht, und der Vorschub löst die Presse aus – der sogenannte Start/Stopp-Betrieb. Dieser ist ungleich langsamer, weil nun die Beschleunigungs- und Bremsdynamik des Abwicklers den Prozess limitiert (diese ist in der Regel mindestens fünf Mal schlechter als die der Vorschubrichtmaschine).


Deshalb sei es immer Ziel bei den Kompakten Bandzuführlinien, die möglichst dynamisch arbeiten sollen, möglichst viel Schlaufenvorrat entstehen zu lassen. „Unsere Marktbegleiter setzen hier häufig eine Idee um, bei der ein Walzenabzug am oberen Haspelende das Material klemmt und nach hinten in eine Schlaufe drückt.“ Diese Technik sei zwar gut und ermögliche einen besonders großen Schlaufenvorrat. Der Nachteil: damit der gekrümmte Bandanfang in den Abzug gelangen kann, muss dessen Unterteil wegklappbar ausgeführt sein; auch muss wegen der großen auftretenden Kräfte die Grundkonstruktion eine hohe Steifigkeit besitzen. Zusammen mit den notwendigen großen Antriebsleistungen bedeute das recht hohe Kosten. Außerdem benötigen die Schlaufenausprägung nach hinten und der erforderliche Führungskäfig zusätzlichen Platz, sodass diese Anlagen vom kompakten Konzept wieder Abstriche machen müssen.
Untercoilschlaufe als Lösung
„Wir haben daher immer eine Technologie eingesetzt, mit der wir die Schlaufe hinter dem Haspel frei entstehen lassen“, erklärt der Vorstand weiter. Hierbei drückt ein stabiler Andrückarm von oben auf das Coil und hält es so bis zur Abarbeitung zusammen. Die Schlaufe bildet sich dann unterhalb des Coils aus. „Um viel Vorrat zu haben, bauen wir den Haspelständer besonders hoch. Ein zweiter Andrückarm, dessen Andrückrolle in der Regel über einen eigenen Antrieb verfügt, befindet sich auf der gleichen Haspelseite am unteren Ende. Mit ihm unterstützt man den Einführprozess, sichert das Coil (und den Bediener) zusätzlich und sorgt für sauberes Rückwickeln, falls ein Coil einmal nicht ganz abgearbeitet wird“, fährt Schwabe fort Bei Banddicken bis etwa 5 mm habe sich diese Technologie bewährt. Der aktuelle Kunde hat aber schon Bänder bis 7 mm Dicke und Benjamin Schwabe wollte mindestens 8 mm Dicke bei voller Breite verarbeiten können. „Wir haben daher den Prozess neu durchdacht“, erinnert sich der Vorstand. „Nachdem wir verschiedenste Ansätze geprüft und Risiken abgewogen haben, kamen wir zu der Entscheidung, dass die Technologie an sich weiterhin die Richtige ist“. Um aber auch Coils mit besonders hoher Spannkraft festhalten zu können, wurde ein neues Konzept der Andrückarme entwickelt – diese sind jetzt extrem stark ausgeführt, beide mit schweren angetriebenen Druckrollen ausgestattet, und der untere Arm ist mit integrierten gelagerten Leitrollen versehen, an denen sich das Material abdrücken kann. Die ganze Einheit ist in einem stabilen Ständer neben der Haspel angeordnet. „Durch diesen Kniff schlagen wir gleich drei Fliegen mit einer Klappe“, so Schwabe: „Durch die doppelte Lagerung der Drehachse anstelle der einseitigen Aufhängung am Haspelkörper können wir viel höhere Anpresskräfte auf das Coil bringen, ohne es seitlich wegzuschieben. Zweitens ist die Absicherung nach hinten mit dem Ständer bestmöglich ausgeführt, und drittens stehen die Andrückarme jetzt fix mittig zur Linie, sodass die Coils nicht mehr auf dem Haspeldorn zu den Andrückarmen ausgerichtet werden müssen, sondern besonders schnell und sicher auf die Dorn-Hinterkante geladen werden können.“
Automatische Bandseitenführung
Um die dicken Bänder seitlich sicher führen zu können, haben die Sheet metal fans besonders stabile ‚konische Bandführungsrollen‘ entwickelt, von denen aufgrund der feststehenden Andrückarme jetzt nur noch die vorderen verfahren und geschwenkt werden müssen. Das System arbeitet elektromotorisch mit einer programmierbaren Achse, sodass der Bediener die Rollen auf Knopfdruck positionieren kann. Damit das dicke Blech sicher in die Vorschubrichtmaschine geführt wird, haben die Kempener eine Art ‚Rutsche‘ als eine schiefe Ebene zwischen Haspel und Vorschubrichtmaschine eingesetzt; dort soll der Bandanfang einfach hochgleiten können, bevor die schwere Einführhilfe dann das Material bei Bedarf vorbiegt und in das Richtwerk weiterleitet. Bei der Vorschubrichtmaschine setzen die Sheet metal fans ihren bewährten schweren Alligator-Richtkopf mit motorisch betätigter Einzelwalzenverstellung und 100 mm Walzendurchmesser mit Abstützrollen ein, haben aber auch hier eine neue Lösung parat:
Innovatives Zunderpaket
Der Kunde fährt teilweise verzundertes Blech, bei dem Reste des Zundermaterials noch auf dem Band vorhanden sein können. Diese platzen im Richtprozess ab und können über die Jahre die untere Richtkassette in ihrer Funktion beeinträchtigen. Hier hat man sich ein ‚Zunderpaket‘ ausgedacht, bei dem in der unteren Platte des Richtkopfes und im Ständer große Aussparungen vorgesehen sind. Durch diese können die Zunder-Abplatzer in eine Schublade fallen. Die Rollenabstützungen wurden dafür besonders angepasst und der Ständer an geeigneten Stellen ausgesteift.


„Da der Kunde die Schublade gerne auf der Bedienseite öffnen will, haben wir – um nicht den kompletten Antrieb umbauen zu müssen – den Richtkopf einfach um 180° gedreht“, erklärt Schwabe. Deshalb öffnet sich der Alligator nun an der Auslaufseite. Das sei aber nicht schlimm, weil man aufgrund der hydraulisch Zugwalzen mit großem Öffnungshub, die jetzt am Einlauf sind, die Alligator-Öffnung nur zum Zwischenlüften und gelegentlichem Reinigen benötige. „Wir ersetzen übrigens eine alte Kompaktanlage“, erzählt Benjamin Schwabe noch. „Diese fuhr im Bremsbetrieb ohne Schlaufe, bei dem Vorschubrichtmaschine und Haspel gleichzeitig beschleunigen und bremsen müssen. Ein richtiges Monster von Maschine; aber langsam und mit riesigen ‚Stromfressern‘ als Antrieben. Auch löste sich ständig das Coil, weil es sich durch das Abbremsen lockerte. Ich bin wirklich froh, dass wir heute so viel effizienter arbeiten können“, freut sich der Vorstand. „Die Anlage kann jetzt bis zu 500 mm lange Vorschübe dynamisch verarbeiten – und das mit 40 Takten inklusive Zwischenlüften. Die alte Anlage war nur etwa halb so schnell.“